Введение в подготовку поверхности: переход от абразивов к воде под высоким давлением
Подготовка поверхности является краеугольным камнем промышленного нанесения покрытий, окраски и очистки. На протяжении десятилетий пескоструйная очистка — использование сжатого воздуха для подачи абразивного материала на поверхность — была стандартным методом удаления ржавчины, старой краски, окалины и загрязнений. Однако ужесточение экологических норм, обеспокоенность по поводу здоровья кремнеземной пылью и потребность в более эффективных процессах привели к мощному сдвигу в сторону гидроструйной очистки. В этом методе, также известном как водоструйная очистка или мокрая абразивно-струйная очистка, используется вода под высоким давлением, часто создаваемая специальным оборудованием. Гидроводоструйный насос — для достижения аналогичных или превосходных результатов очистки без многих недостатков традиционных сухих абразивов.
Понимание различий между гидроструйной очисткой и пескоструйной очисткой является не просто академическим. Для руководителей предприятий, подрядчиков и групп промышленного обслуживания выбор неправильного метода может привести к задержкам проекта, нарушениям безопасности, повреждению подложки и завышению затрат. В этой статье проводится глубокое техническое сравнение двух технологий с упором на практические результаты: профиль поверхности, пылеобразование, объем отходов, безопасность оператора и совместимость материалов. К концу вы получите систематическую основу для выбора подходящего метода пескоструйной обработки для любого конкретного субстрата и проблемы загрязнения.
Определение гидроструйной обработки: чистая вода как средство резки и очистки
Гидроструйная очистка, также называемая водоструйной очисткой сверхвысокого давления (водоструйная очистка сверхвысокого давления), основана исключительно на воде под давлением от 10 000 до 40 000 фунтов на квадратный дюйм (от 690 до 2800 бар). Вода пропускается через специальное сопло со скоростью, превышающей 2500 футов в секунду. При таком давлении струя воды действует как источник динамической энергии, который разрушает, поднимает и смывает поверхностные загрязнения. При чистой гидроструйной очистке в поток не добавляется никакой дополнительный абразивный песок, гранат, шлак или измельченное стекло.
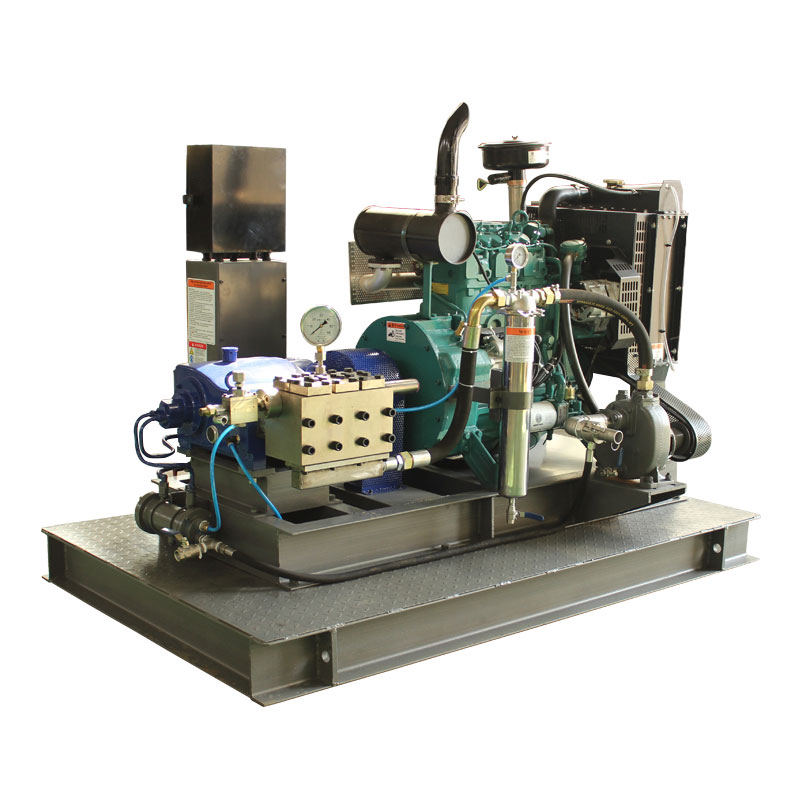
Настоящей рабочей лошадкой эффективной гидроструйной очистки является Гидроводоструйный насос . Эти насосы оснащены закаленными плунжерами, седлами клапанов из керамики или карбида вольфрама, а также прецизионными уплотнениями, позволяющими выдерживать непрерывную работу при экстремальных давлениях. В отличие от стандартных моек высокого давления (которые обычно работают под давлением ниже 5000 фунтов на квадратный дюйм), промышленные гидроструйные насосы обеспечивают объемный расход от 5 до 50 галлонов в минуту, сочетая высокое давление с достаточным объемом для удаления толстых покрытий и коррозии. Кинетическая энергия воды совершает работу; когда струя ударяется о поверхность, внезапное замедление создает микротрещины между покрытием и подложкой, в результате чего покрытие отслаивается и смывается.
Общие области применения гидроструйной очистки включают:
- Удаление морских наростов и противообрастающих красок с корпусов кораблей
- Очистка трубок теплообменника, коллекторов котлов и конденсаторных пучков.
- Подготовка поверхности бетона перед нанесением эпоксидных или уретановых покрытий
- Селективное удаление резины и краски с промышленных резервуаров и трубопроводов.
- Гидроразрушение ветхого бетона без повреждения арматуры
Важнейшим преимуществом гидроструйной очистки является регулируемое давление. Снизив давление до 10 000–15 000 фунтов на квадратный дюйм, операторы могут аккуратно смыть биологические наросты или отслоившуюся краску. При увеличении давления до 30 000–40 000 фунтов на квадратный дюйм тот же насос может прорезать эпоксидные покрытия толщиной 1 дюйм или удалять прокатную окалину со стали. Эта гибкость делает Гидроводоструйный насос это многоцелевой актив, тогда как пескоструйное оборудование обычно требует смены абразивов и настроек расхода для разных поверхностей.
Объяснение пескоструйной обработки: абразивные материалы под пневматическим давлением
При пескоструйной очистке (также называемой абразивоструйной обработкой) используется сжатый воздух — обычно при давлении от 80 до 150 фунтов на квадратный дюйм — для продвижения частиц к целевой поверхности. Хотя кварцевый песок исторически был обычным явлением, в настоящее время его использование сильно ограничено из-за риска силикоза. Современные альтернативы включают угольный шлак, гранат, оксид алюминия, стальную крошку, измельченное стекло и даже скорлупу грецких орехов. Абразивный материал ударяется о поверхность с достаточной кинетической энергией, чтобы отколоть, выдолбить и удалить нежелательные слои.
Существует две основные конфигурации: аспирационно-струйные системы (где воздух откачивает абразив из бункера) и системы струйной обработки под давлением (где абразив хранится в резервуаре под давлением для более высокой скорости). Системы струйной очистки под давлением, как правило, более агрессивны и эффективны при сильной ржавчине и толстых покрытиях, но они также производят значительно больше пыли и требуют большей защиты оператора.
Типичные области применения пескоструйной обработки включают в себя:
- Удаление тяжелых многослойных систем окраски со стальных мостов и резервуаров-хранилищ.
- Создание профиля шероховатой поверхности (обычно 2–5 мил) для покрытий с высоким коэффициентом трения.
- Очистка чугунных и кованых металлических деталей на литейных заводах.
- Очистка надгробий и памятников (с использованием более мягких средств, таких как пищевая сода)
- Зачистка авиационных компонентов с низким выделением тепла по сравнению с химической зачисткой
Несмотря на свою распространенность, пескоструйная очистка имеет присущие ей ограничения: абразивный материал во многих случаях является одноразовым (стоимость расходных материалов составляет 50–300 долларов США за тонну), для предотвращения загрязнения окружающей среды необходимы защитные конструкции (брезенты, пылесосы, палатки), а шлейф пыли снижает видимость на месте и безопасность работников. Кроме того, на более мягких поверхностях (алюминий, стекловолокно, тонкий листовой металл) пескоструйная очистка может вызвать коробление, выкрашивание или изменение размеров.
Прямое сравнение: гидроструйная очистка и пескоструйная обработка по ключевым показателям производительности
Чтобы принять обоснованное техническое решение, важно сравнить два метода по измеримым показателям. В таблице ниже приведены критические различия, основанные на исследовании операций по техническому обслуживанию промышленных предприятий (источник: Журнал Защитных покрытий и подкладок, 2022 г.).
| Метрика | Гидроструйная очистка (только вода) | Пескоструйная обработка (абразивная) |
| Диапазон рабочего давления | 10 000–40 000 фунтов на квадратный дюйм | Скорость абразива 80–150 фунтов на квадратный дюйм (воздух) |
| Образование пыли в воздухе | Около нуля (подавление воды) | Высокая (требуется вакуум или впрыск воды) |
| Стоимость расходных материалов в час (типичная) | Вода, электричество (8–15 долларов США) | Утилизация абразивных материалов (30–90 долларов США) |
| Профиль поверхности (схема крепления) | 1–3 мил (более гладкий, однородный) | 2–6 мил (острый, угловатый) |
| Риск повреждения подложки (мягкие металлы) | Низкий (может регулироваться давлением) | Высокая (эрозия, деформация) |
| Обращение с остатками после очистки | Водоудаляемое покрытие (суспензия) | Отработанное абразивное удаляемое покрытие (твердые отходы) |
Как показывают данные, гидроструйная очистка значительно снижает затраты на расходные материалы и устраняет опасность переноса кремнезема по воздуху. Однако пескоструйная обработка может создать более агрессивный рисунок поверхностного крепления, что может быть предпочтительнее для толстопленочных покрытий (например, эпоксидной смолы толщиной 20 мил или полиуретана). Выбор не является универсальным, но зависит от системы покрытия, металлургии основы и ограничений окружающей среды на рабочей площадке.
Основные компоненты гидроводоструйной насосной системы
Для достижения стабильной гидроструйной обработки промышленного уровня требуется нечто большее, чем стандартная мойка высокого давления. посвященный Гидроводоструйный насос Пакет включает в себя несколько инженерных подсистем, каждая из которых имеет решающее значение для безопасности и производительности. Понимание этих компонентов помогает операторам диагностировать проблемы и оптимизировать эффективность очистки.
1. Приводная часть (трансмиссия и картер)
Приводная часть преобразует энергию вращения электродвигателя или дизельного двигателя в возвратно-поступательное линейное движение. Он содержит коленчатый вал, шатуны и крейцкопфы. При непрерывном промышленном использовании (смены по 8–12 часов) обязательны шатуны из кованой стали и конические роликоподшипники. Приводной конец изолирован от жидкостного, что означает, что любая утечка воды не должна загрязнять картерное масло. Очень важно контролировать температуру и давление масла; повышение на 15°F выше базовой линии указывает на чрезмерный износ или недостаточную смазку.
2. Жидкостная часть (клапаны, плунжеры и уплотнения)
Жидкостная часть создает давление на поступающую воду. В высококачественных насосах используются дуплексные, тройные или пятицилиндровые плунжеры. Триплексная (трехплунжерная) конфигурация наиболее распространена для мобильных и стационарных промышленных гидроструйных аппаратов. Плунжеры обычно изготавливаются из керамики (оксида алюминия или циркония) для обеспечения износостойкости и твердости 80–85 по Роквеллу А. Всасывающие и нагнетательные клапаны часто изготавливаются из карбида вольфрама или стеллита, чтобы противостоять эрозии из-за микроскопических частиц. Уплотнения (V-образные или U-образные манжеты) являются наиболее часто заменяемым изнашиваемым элементом; При нормальной работе на чистой воде (фильтрация до 5–10 микрон) срок службы уплотнений составляет в среднем 500–1000 часов струйной обработки.
3. Регулирование давления и системы безопасности
Промышленные гидроструйные насосы оснащены разгрузочными клапанами, предохранительными клапанами (PRV) и разрывными дисками. Разгрузочный клапан рециркулирует воду во впускное отверстие, когда спусковой пистолет закрыт, предотвращая застой насоса. PRV устанавливается на 10–15 % выше максимального рабочего давления для защиты от возникновения избыточного давления. Разрывные диски обеспечивают окончательный, надежный сброс давления; они одноразовые и срабатывают в случае выхода из строя PRV. Любая операция гидроструйной обработки при давлении выше 20 000 фунтов на квадратный дюйм должна также включать аварийную остановку с дистанционным управлением и перепускной шланг с компенсацией давления.
4. Технология сопел
Форсунки влияют на силу удара, схему очистки и эффективность. Общие типы включают:
- Прямоточные насадки: Создайте целенаправленную, ударную струю для резки или точечной очистки.
- Вращающиеся форсунки нулевого градуса: Используйте вращающуюся головку с несколькими фиксированными форсунками, чтобы покрыть большую площадь (например, при очистке больших плоских стальных пластин).
- Веерные форсунки: Создайте веерный рисунок под углом 15–60°, который будет полезен для стирки и полоскания, а не для агрессивного удаления.
- Форсунки Вентури (сифонные): Втяните небольшое количество абразива после насоса (влажная абразивоструйная очистка).
Операторы должны подобрать размер отверстия сопла в соответствии с расходом и давлением насоса. Использование сопла меньшего размера увеличивает противодавление, уменьшая поток и, возможно, повреждая уплотнения. Увеличенное сопло снижает давление и эффективность очистки. Износ форсунок измеряется ежечасно; Увеличение диаметра отверстия на 10 % снижает давление примерно на 20 % при постоянном расходе.
Эксплуатационная безопасность и соответствие нормативным требованиям
Требования безопасности при гидроструйной и пескоструйной очистке существенно различаются из-за основных опасностей: впрыска воды под высоким давлением по сравнению с вдыханием частиц в воздухе и рикошетом абразивов.
Протоколы безопасности гидровзрывных работ
Наибольший риск при гидровзрывной очистке представляет собой травма, вызванная инъекцией жидкости . Струи воды с давлением выше 15 000 фунтов на квадратный дюйм могут проникать в кожу человека даже с расстояния 6 дюймов, вводя бактерии, мусор и воду в подкожные ткани. Такие травмы требуют экстренного хирургического вмешательства и часто приводят к ампутации или необратимой потере функции. Меры по смягчению последствий включают в себя:
- Пистолеты с двуручным курком с автоматическим отключением при падении давления.
- Полные костюмы из баллистического нейлона, рассчитанные на давление 40 000 фунтов на квадратный дюйм (ANSI Z87.1 для защиты глаз).
- Система удаленного сброса давления, которая может сбросить давление менее чем за 1 секунду.
- Щиток сопла или ограждение для предотвращения случайного контакта.
Электробезопасность не менее важна при использовании гидронасосов с приводом от электродвигателя. Все оборудование должно быть заземлено и защищено GFCI. Распыление воды может перекрывать токопроводящие пути; Операторы никогда не должны стоять в луже воды во время работы с абразивоструйным пистолетом.
Стандарты безопасности и качества воздуха при пескоструйной очистке
Регулирующие органы (OSHA в США, HSE в Великобритании) налагают строгие ограничения на вдыхаемый кристаллический кремнезем. Допустимый предел воздействия (ПДК) для кремнезема составляет 50 мкг/м³ как средневзвешенное значение за 8 часов. Пескоструйная очистка без герметизации обычно превышает этот предел в 100 и более раз. К обязательным элементам управления относятся:
- Инженерно-техническая защита (взрывоочистительные камеры, системы вакуумной рекуперации или большие брезенты).
- Респираторы с подачей воздуха (абразивно-струйные респираторы типа CE) с положительным давлением.
- Ежедневный мониторинг воздуха при использовании абразивов, содержащих кремнезем.
- Медицинский надзор за работниками, подвергшимися воздействию выше уровня воздействия (25 мкг/м³).
Кроме того, пескоструйная очистка создает высокий уровень шума (110–120 дБА на сопле), что требует двойной защиты органов слуха (беруши и наушники). Гидроструйная очистка, хотя и по-прежнему шумная (95–105 дБА из-за турбулентности воды), обычно тише и лишена шума абразивного удара.
Влияние на окружающую среду и вопросы управления отходами
Экологические нормы все чаще диктуют выбор метода взрывной обработки. Двумя ключевыми аспектами являются выбросы в атмосферу и утилизация твердых отходов.
Выбросы в атмосферу: При пескоструйной очистке высвобождаются твердые частицы (PM10 и PM2,5), содержащие тяжелые металлы из старой краски (свинец, хром, цинк), а также сам абразив. Во многих юрисдикциях требуются разрешения на утечку пыли и мониторинг пыли в режиме реального времени, если струйная очистка происходит на открытом воздухе. Гидроструйная очистка удаляет летучую пыль, поскольку вода инкапсулирует и оседает частицы. Фактически, гидроструйная очистка является единственным методом, разрешенным для подготовки поверхности в некоторых охраняемых зонах Европейского Союза Natura 2000 вблизи водоемов.
Объем и классификация отходов: При пескоструйной очистке образуется 1–5 кубических ярдов твердых отходов на 1000 квадратных футов очищенной стали, в зависимости от толщины покрытия и типа абразива. Перед утилизацией эти отходы должны быть проверены на наличие опасных свойств (токсичность, коррозионная активность, реакционная способность). Если снятое покрытие содержит свинец, вся смесь становится опасными отходами, а затраты на утилизацию превышают 200 долларов за тонну. В результате гидроструйной очистки образуется водянистая суспензия, которую можно фильтровать на месте, отделяя чистую воду (которая может быть переработана или сброшена с разрешения) от меньшего объема твердого остатка (<0,5 кубических ярдов на 1000 кв. футов). Меньший объем отходов напрямую снижает транспортировку, плату за захоронение и риски ответственности.
Растущая тенденция гидроструйная очистка с замкнутым контуром , где Гидроводоструйный насос Сопряжено с установкой вакуумной рекуперации и системой фильтрации воды. Эта установка улавливает 98% воды и мусора в сопле, оставляя поверхность достаточно сухой для немедленного нанесения покрытия. Системы с замкнутым контуром исключают стоки и устраняют необходимость в палатках, защищающих окружающую среду.
Реальные данные о производительности: время и стоимость квадратного фута
Чтобы получить полезную информацию, рассмотрим типичный проект: удаление эпоксидной краски толщиной 250 микрон (10 мил) с пластины из углеродистой стали площадью 5000 квадратных футов на открытой железнодорожной станции. В таблице ниже сравниваются два сценария: система гидроструйной очистки с давлением 40 000 фунтов на квадратный дюйм (скорость потока 8 галлонов в минуту) и система пескоструйной обработки под давлением 120 фунтов на квадратный дюйм с использованием гранатового абразива (воздушный компрессор на 350 куб. футов в минуту). Затраты приблизительны для среднего промышленного региона США.
| Параметр | Гидроструйная очистка | Пескоструйная обработка (Гранат) |
| Скорость уборки (кв. футов/час) | 150 – 200 | 120 – 160 |
| Рабочее время (два оператора) | 25 – 33 | 31 – 42 |
| Стоимость рабочей силы (всего 75 долларов США в час) | 1875–2475 долларов США | 2325–3150 долларов США |
| Расходные материалы (вода против граната) | 300 долларов США (вода, электричество) | 2100 долларов США (гранат 8000 фунтов по цене 0,26 доллара США за фунт) |
| Стоимость утилизации отходов (неопасных) | 250–400 долларов США | 800–1200 долларов США |
| Общая сметная стоимость проекта | 2425–3175 долларов США | 5225–6450 долларов США |
Преимущество гидроструйной обработки в производительности обусловлено сокращением времени простоя для заправки материалов, отсутствием удаления пыли (установка/демонтаж палатки) и меньшим объемом обработки отходов. Однако пескоструйная очистка становится более рентабельной для небольших площадей (менее 500 кв. футов), где использование насоса высокого давления неэффективно, или для поверхностей, требующих глубокой анкеровки для очень толстых покрытий (более 30 мил).
Как сделать выбор между гидроструйной очисткой и пескоструйной очисткой: матрица решений
Основывайте свой выбор на следующих характеристиках проекта. Если несколько критериев указывают на разные методы, отдайте приоритет безопасности и целостности подложки.
- Выбирайте гидроструйную очистку, когда: Подложка мягкая (алюминий, медь, стекловолокно, пластик), выбросы пыли запрещены, стоки воды могут быть ограничены, требуется переработка или операторы имеют ограниченную защиту органов дыхания. Также выбирайте гидро, если покрытие толстое, но рыхлое (эпоксидная смола, полимочевина, морское противообрастающее покрытие) – вода может разрушить покрытие быстрее, чем абразив.
- Выбирайте пескоструйную очистку, если: Основание представляет собой толстую сталь или бетон, требующий глубокого угловатого профиля (белый металл NACE № 3 / SSPC-SP 5), присутствует тяжелая прокатная окалина, отсутствует вода или низкие температуры препятствуют гидроструйной очистке, или покрытие тонкое (<5 мил) и твердое (обожженная эмаль, порошковое покрытие).
- Рассмотрим гибридную мокрую абразивоструйную очистку: Это сочетает в себе Гидроводоструйный насос (для нагнетания воды) с системой впрыска абразива в сопло. Он подавляет пыль и одновременно увеличивает режущую способность. Полезно для удаления сильной ржавчины с меньшим заглублением в поверхность, чем при сухой пескоструйной очистке.
Для большинства подрядчиков по промышленному техническому обслуживанию, которые обслуживают несколько объектов (нефтеперерабатывающие заводы, мосты, водоочистные сооружения), инвестиции в систему высокого давления Гидроводоструйный насос обеспечивает большую универсальность, соответствие современным экологическим нормам и снижение долгосрочных эксплуатационных расходов. Тем не менее, пескоструйная установка остается актуальной для нишевых применений, где повреждение электрооборудования или чувствительного оборудования водой является проблемой.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Может ли гидроструйная очистка удалить ржавчину так же эффективно, как пескоструйная обработка?
Да, при давлении выше 20 000 фунтов на квадратный дюйм струи чистой воды могут удалить сильную ржавчину (прокатную окалину и точечную коррозию). Полученная поверхность будет чистой, но ей может не хватать угловатого рисунка крепления, который обеспечивает пескоструйная обработка. Для конструкционной стали, которая будет получать толстослойные покрытия, многие спецификации допускают гидроструйную обработку поверхности с профилем поверхности 1,5–2,5 мил при условии, что перед нанесением покрытия не образуется ржавчина. На практике рекомендуется добавлять в воду ингибитор коррозии или стабилизатор ржавчины.
Вопрос 2: Является ли обслуживание гидроводоструйного насоса дороже, чем пескоструйного компрессора?
Первоначальные капитальные затраты на промышленный гидроструйный насос (40 000 фунтов на квадратный дюйм) обычно в 2–3 раза выше, чем на сопоставимую компрессорную установку для пескоструйной обработки. Однако затраты на техническое обслуживание в течение пятилетнего периода ниже, поскольку нет необходимости заменять детали подачи абразивной среды (шланги, дозирующие клапаны, пылесборники). Основными изнашиваемыми элементами гидронасоса являются уплотнения, плунжеры и клапаны; Полная реконструкция блока подачи жидкости стоит примерно 1500–3000 долларов США каждые 1000 часов работы, тогда как сопло для пескоструйной обработки и шланг в сборе могут изнашиваться каждые 200–400 часов.
В3: Нужна ли мне специальная подготовка для работы с гидроструйным оборудованием?
Да. Операторы гидроструйной обработки должны пройти аккредитованное обучение (например, Ассоциация технологий WaterJet – WJTA), охватывающее безопасность при высоком давлении, обращение с форсунками, последовательность запуска/останова насоса и аварийные процедуры. Неподготовленные операторы рискуют получить серьезные травмы при инъекции или создать избыточное давление в насосе. Пескоструйная обработка также требует обучения, но опасности другие: защита органов дыхания и работа с абразивными средами. Всегда проверяйте, предлагает ли ваш поставщик сертифицированное обучение.
В4: Могу ли я использовать гидроструйную очистку в помещении или рядом с электрическими панелями?
Да, но только при наличии надлежащей изоляции и водонепроницаемых корпусов для электрических компонентов. Гидроструйная очистка создает мелкий туман, который может распространяться на 30–50 футов от сопла. Для использования внутри помещений многие подрядчики используют вакуумную гидроструйную очистку (также называемую «беспылевой очисткой»), которая улавливает 95% воды в точке удара. В средах с электрооборудованием под напряжением сухая пескоструйная очистка с полной герметизацией или ручная абразивная очистка (иглопистолеты, скребки) могут быть более безопасными, несмотря на наличие пыли.
Вопрос 5: Какие существуют варианты утилизации сточных вод гидроструйной очистки?
Пульпу можно пропустить через отстойник или фильтр-пресс для отделения твердых частиц (стружки краски, ржавчины, мусора) от воды. Твердые вещества после высыхания в большинстве случаев классифицируются как неопасные, за исключением случаев, когда исходное покрытие содержало свинец, кадмий или хром. Очищенную воду можно повторно использовать в гидроструйном насосе (что снижает потребление пресной воды на 80%) или отправлять в канализацию с разрешения местных государственных очистных сооружений (POTW). Никогда не сбрасывайте неочищенную воду, полученную гидроструйной очисткой, в ливневые стоки или природные водоемы без явного разрешения.